Downflow Containment Booth

Vitalair Downflow Booths Containment Isolation Filling Weighing Applications Hosokawa Micron Powder Systems

Downflow Containment Booths Howorth Air Technology

Downflow Booths Prosys Downflow Booths
Can A Containment Downflow Booth Meet Iso Conditions

China Class 100 Iso 5 Downflow Containment Booth China Dispensing Booth Weighing Booth

Pharma Technology Group Laminar Down Flow Booth For Production Area
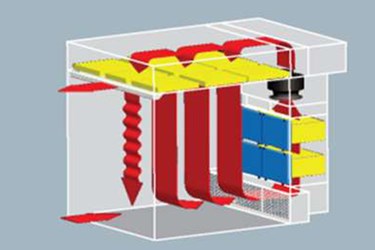
Downflow booth for containment applications.
Downflow containment booth.

Protecting Downflow Booth Performance For Safe Operation

Downflow Booth For Powder Containment

Containment Booth Testing Rj Urmson Commissioning Engineers Limited

High Containment Screens Howorth Air Technology Limited

Containment Screens Prosys Containment Screens Prosys

Downflow Booth Envair Envair Laboratory For Powder Handling Containment

Containment Pharma Products

Stott Laminar Flow Booth Hosokawa Micron Powder Systems

Downflow Booths Bio Pharma Systems Llc

Howorth Air Technology Worksafe Downflow Booth Youtube

Center Weight Room Dispensing Booth Laminar Flow Downflow Containment Booth

Sieving Solution In Pharmaceutical Downflow Booth Russell Finex

Downflow Booth Epm Magazine

Downflow And Softwall Sample Booths Clean Air Solutions

Downflow Booths Envair Pdf Catalogs Technical Documentation

Cleanroom Air Shower Tunnel With Hepa Filter Down Flow Containment Booth

Downflow Booth Haoairtech

Stott Laminar Flow Booth Stott Vitalair Brands Hosokawa Micron Powder Systems

China Down Flow Booth Manufacturers Suppliers Factory Customized Down Flow Booth Wholesale Haoair
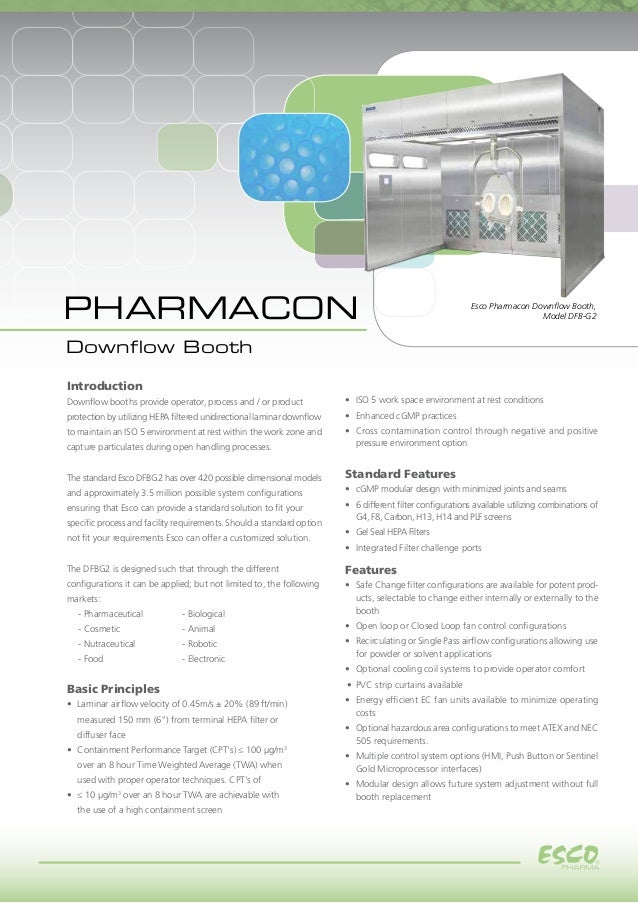
Esco Pharmacon Downflow Booth

Tecninox Kappa Containment Vertical Downflow Booth By

Non Potent Downflow Booth By Laminar Flow Inc

Downflow Containment Booths Glassware Booths

Clean Room Booth Felcon Containment Walk In Downflow
Source : pinterest.com
