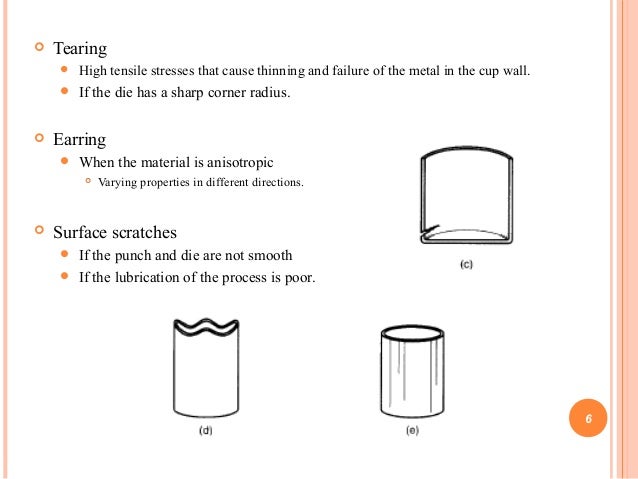
Defects In Sheet Metal Drawing

Different Types Of Welding Defects Types Of Welding Welding What Is Welding

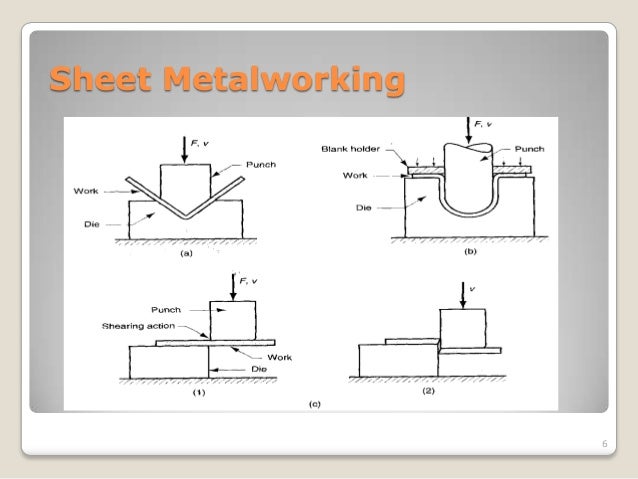
Sheet Metal Forming Sheet Metal Metal Forming Metal Bending
Metal Forming Defects

Pin By Gauge Nyc On Craft No Really Sheet Metal Fabrication Sheet Metal Work Metal Fabrication
Https Uomustansiriyah Edu Iq Media Lectures 5 5 2016 04 18 11 57 10 Am Pdf

Dissecting Defects Part I

Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
Defects in sheet metal drawing.

Chassis Drawing Sheet Sheet Metal Drawing Sheet Metal Drawing Sheet

Sheet Metal Drawing Sheet Sheet Metal Sheet Metal Drawing Drawing Sheet

Big Round To Smal Square Sheet Metal Work Sheet Metal Fabrication Metal Fabrication
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Fabrication Of Edges Joints Seams And Notches In 2020 Drawing For Beginners Fabric Seam

Metal Forging In 2020 Forging Metal Conceptual Understanding
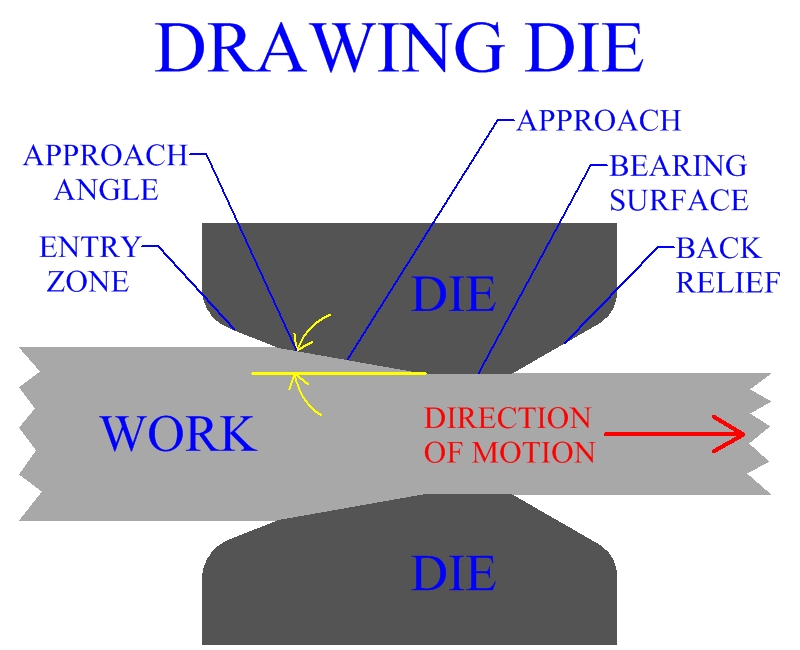
Metal Drawing

Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube Solidworks Tutorial Solidworks Tutorial

Drawing Guide Weld Symbols Welding Projects Welding Welding Gear

0050s Jpg 731 585 Metal Roof Standing Seam Metal Roof Metal Roofing Materials

Box Panel Roll Forming Machine Roll Forming Metal Forming Making Machine
Forming Defects

Solidworks Sheet Metal Tutorial Switch Box Youtube Sheet Metal Drawing Solidworks Tutorial Sheet Metal

Autodesk Inventor Sheet Metal Drawing Tutorial Basics Youtube Sheet Metal Drawing Drawing Tutorial Autodesk Inventor

Metal Forming Process Hierarchy Of Rolling Operations In Modern Manufacturing Industry Metal Forming Metal Steel Rolling Mill

Hot Runner Molds Injection Mold Design Injection Moulding Mould Design

Pin On Ethan Keesing

Die Casting Process Me Mechanical Engineering Fundaciones
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrpmt92bgm3wf9w3jf U Qcyox R2 4viaxomzszo6nwyki1xbm Usqp Cau

Rolling Defects Rolls Metal Rolling Mill
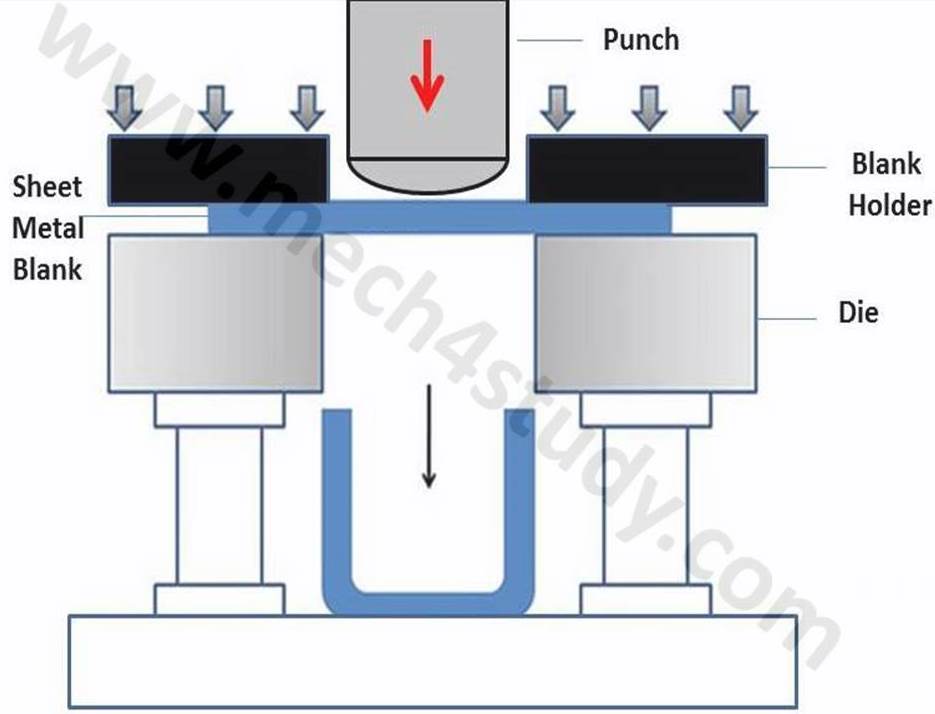
What Is Deep Drawing Process Mech4study

Permanent Mold Casting Processes Green Mechanic Http Pakwindturbine Blogspot Com 2014 04 Permanent Mold Casting Proc Mold Casting Metal Workshop Mold Spray

Prensa Vertical De Plano Inclinado Makine Muhendisligi Cizimler Tasarim

Parting Line Location Effects Metal S Grain Structure Forging Conceptual Understanding Metal
Source : pinterest.com
